Сварка газовых труб
Можно ли врезаться в газопровод без отключения газа и что говорит закон
Опираясь на закон РФ можно сделать вывод, что несанкционированное присоединение к газопроводу строго запрещено, но несмотря на достаточно серьезные наказания, количество правонарушений не уменьшается.
Ответственность за невыполнения правил врезки будет зависеть от различных нюансов и обстоятельств. Статья 7.19 КоАП РФ предусматривает наказание в виде административного штрафа в размере от 1000 до 3500 рублей, к тому же правонарушитель обязан возместить убытки перед поставщиком газа и оплатить восстановление различного оборудования.
Если человек попадался на незаконной врезке в газопровод неоднократно, то наказание ужесточается и идентифицируется как преступление, за что субъект может получить срок от двух до шести лет или штраф, но уже от 100 до 500 тысяч рублей.

Чтобы обезопасить себя от возможной ответственности перед законом, нужно знать главные правила врезки по ГОСТу (http://docs.cntd.ru/document/1200075303):
- присоединение к сети, в которой зафиксировано низкое давление, строго запрещено (норма от 20 до 80 мм вод. ст.);
- врезка к магистралям с высоким давлением возможна, но только в том случае, если оно предварительно будет снижено, сделать это можно с помощью специального оборудования.
Но любые действия с газопроводом, которые выполняются человеком или группой людей без специального разрешения, будут считаться нарушением закона.
Виды и технологии врезок под давлением
Выбирая способы и технологии подключения к газопроводу, нужно опираться на ряд факторов. Присоединения бывают трех видов:
- врезка под низким давлением;
- под средним и высоким давлением с использованием специального оборудования;
- с полным освобождением газа.
Мы рассмотрим второй вариант и технологии его подключения. Присоединение к новой сети под высоким давлением может осуществляться посредством холодной врезки и сварки.
Холодная врезка
В этом случае работоспособность магистрального трубопровода остается почти неизменной, так как присоединение происходит без применения сварки.
Такой способ идеально подходит для того, чтобы присоединить новые дома.
Для этого варианта необходимо получить официальное разрешение, иначе такое действие может привести к тюремному заключению, а незнание нюансов выполнения работ – к летальному исходу или серьезным повреждениям человеческого здоровья. 
Сварка
Этот способ проще и не так опасен. Он проверен многими годами использования, тем не менее человек, выполняющий присоединение, должен обладать высоким уровнем квалификации и также, как и в первом случае, специальным разрешением.
Мой способ проведения врезки – инструкция мастера
Как и в любом деле, присоединение к газопроводу должно осуществляться с подготовительного этапа. Если вы предпочли подключить новую трубу собственноручно, то нужно приобрести необходимые материалы и приступить к работе:
- Очистка поверхности для работы от мусора и краски.
- Сделать разметку там, где вы планируете соединения и проделывания отверстий.
- Обработка. Это касается скважин, щели которых следует обмазать глиной, чтобы избежать опасности горения или воспламенения.
После этого требуется сделать заглушку, смешав глину и асбест, и закрыть все обработанные отверстия и охладить их.
- Монтаж. После охлаждения, достать заглушку и изъять из конструкции часть вырезанной трубы. Далее в отверстие помещаем деревянные и резиновые диски, которые называются отключающим устройством.
- Установление патрубка. После закрытия щели отключающим устройством, самое время для создания главного отверстия для новой трубы. Выполняем его и устанавливаем патрубок, завариваем стыки с двух сторон и закрываем задвижку.
- Закрытие отверстия. Следует удалить весь лишний металл и вставить его на свое место, которое после этого нужно обработать глиной и заварить.
- Присоединение. Щель необходимо проверить, не пропускает ли она газ (используя мыло). Если нет, то смело ставим новую трубу и готово.

Естественно, процесс врезки очень тяжелый и трудоемкий, поэтому лучше доверить его профессионалам. Однако владея теорией и знанием практических нюансов, а также разрешением, можно присоединиться к газопроводу самостоятельно.
SneiKSlik ›
Блог ›
🔧 Как правильно варить электросваркой: свариваем металлические трубы и делаем красивые швы.

🔎 Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
🔎 С чего начать — подготовительный этап
Прежде всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.
Перед работой необходимо подготовить защитную экипировку, в состав которой входит специальная маска со светофильтром, замшевые перчатки и одежда с длинным рукавом, а так же необходимые инструменты
🔎 Технология сварочного процесса
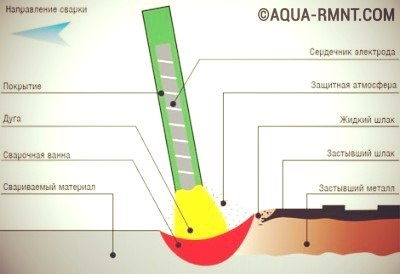
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается. В процессе выполнения сварочного шва обмазка электрода расплавляется, образуя особую газовую зону. Внутри нее происходит смешивание металла основания и электрода
🔎 Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой.
По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода. Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм. Если операция была выполнена верно, зажжется дуга.
Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
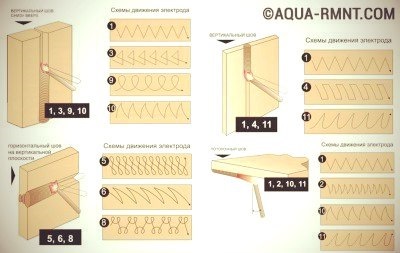
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается. В процессе сварки электрод совершает определенные движения, в основном поступательные, продольные и поперечные. Из их комбинаций составляются различные виды швов, самые распространенные приведены на схеме.
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
✔ Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
✔ Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
✔ Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
🔎 Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
✔ Тщательно очищаем деталь.
✔ Если торцы трубы деформированы, обрезаем или выправляем их.
✔ Очищаем кромки.
Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска. Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий.
Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент. Завершающий слой выполняется по возможности максимально ровным с плавным переходом на основной металл Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм.
Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.

Источник: https://www.drive2.ru/b/2221759/